甘蔗卷上高铬焊接沉积物的磨损和抓握损失评估
摘要
甘蔗卷的磨损对于甘蔗行业来说是一个昂贵的维护问题。磨损导致蔗糖提取损失和甘蔗渣上的辊失去抓握力。本文介绍了应用在 ASTM A-36 钢和灰口铸铁上的亚共晶和过共晶高铬焊接熔敷层的磨损和失去抓地力的评估。使用修改后的 ASTM G-65 标准测试。磨损是由湿甘蔗渣与三个级别的矿物外来物质的磨蚀作用产生的。尺寸在 0.212-0.300 mm (AFS 50/70) 范围内的二氧化硅颗粒用作矿物外来物质。通过测量移动试样的动力传动轴上的扭矩来评估握力。通过使用扫描电子显微镜来表征磨损的表面。磨损被发现与矿物外来物质含量成比例地增加。与磨损有关的焊接沉积物的几何变化会导致抓地力丧失。矿物杂质含量低,碳钢耐磨性优于灰口铸铁;而对于高矿物质外来物质水平则相反。
介绍
甘蔗加工过程中最重要的阶段之一是压榨,通过在凹槽辊之间压缩甘蔗丝,从甘蔗丝中提取汁液。轧辊磨损是制糖行业的常见问题,直接影响榨汁效率。这种磨损的主要原因与矿物外来物质 (MEM) 的存在有关,例如来自田间的土壤或从过程的前一阶段(例如切碎)产生的金属颗粒。磨损导致辊齿的原始几何形状的损失,从而产生压实损失并降低提取。此外,磨损会导致轧辊表面的粗糙度下降 [1] 并降低轧辊对甘蔗的抓握力,从而导致对轧机的进料不良。堆焊沉积物应用于牙齿以保护表面并减少磨损,因为这些堆焊沉积物是由高耐磨合金制成的。然而,这些合金的使用增加了维护成本。此外,一些焊接颗粒最终会从辊上脱落并污染甘蔗,从而影响工艺的后期阶段。
通常,轧辊由灰铸铁制成,因为它不像钢那样昂贵并且具有更好的机械加工性。 然而,灰口铸铁的可焊性较差,可能会在焊缝和母材上产生开裂,并伴随着堆焊的松动。
已经发现,由于甘蔗渣的作用,低碳钢的磨损会随着甘蔗渣中所含 MEM 的增加而增加,并且也是由于甘蔗渣-钢界面处接触力的增加而增加的结果[1]。在实验室测试中评估了甘蔗渣和 MEM 对高铬 (Fe-Cr-C) 亚共晶和过共晶焊接沉积物产生的磨损 [2],发现甘蔗渣和试样之间的作用力对磨损有显着影响,但没有发现亚共晶合金和过共晶合金之间的重要区别。该研究没有评估沉积物几何形状的影响,因为在磨损测试之前对样品进行研磨以产生规则表面。还评估了甘蔗汁和 MEM 含量对碳钢磨损的影响 [3];发现果汁通过磨损-腐蚀协同作用增加了磨损。后来,还评估了果汁和 MEM 对奥氏体不锈钢焊接缓冲的碳钢的影响 [4],其中不锈钢相对于碳钢没有显着改善。堆焊层表面硬化的轧辊磨损的一个重要因素是沉积层的几何形状 [5]。几何形状和粗糙度会影响磨机的性能,因为高粗糙度会在甘蔗渣上产生良好的抓地力 [5]。然而,当轧辊表面因磨损而抛光时,抓地力丧失,甘蔗渣向磨机的进料量减少;因此,磨机的性能也降低了。以前的研究 [6] 评估了焊接沉积物之间的距离对磨损响应的影响,发现磨损随着距离的减小而减少。然而,由于试样表面的粗糙度较小,距离较小的沉积物也可能产生较小的抓地力;因此,距离较近的沉积物可能不是最佳配置。
Fe-Cr-C 焊接熔敷层的显微组织和力学性能之前已经研究过 [7]-[9]。其他工作,关于除了微观结构之外的不同项目,已经评估了这些合金的耐磨性 [2]、[10]-[12]。 然而,据我们所知,尚未评估磨损对握把的影响。
本文展示了一项研究项目的结果,该项目旨在评估两种基材磨损产生的磨损和抓地力损失:ASTM A-36 钢和 50 级灰口铸铁,这两种材料均采用亚共晶或过共晶高铬白口铸铁进行表面硬化处理。通过试样的重量损失来量化磨损,并通过测量试样支架轴上的扭矩来量化抓地力损失。这项研究的主要贡献是发现磨损和抓地力丧失之间的相关性。
1.材料与方法
使用机器进行测试,其中样品在压缩甘蔗渣上滑动。一个直径为 50 毫米、螺距为 38 毫米的挤压螺杆从料斗中取出甘蔗渣并将其压缩到管内。样品呈 V 形,类似于辊齿,通过将 282 毫米外径环切割成八个相等的圆形部分获得。通过这种方式,可以使用分辨率为 0.01 g 的标尺对片段进行加权。切割后,通过焊接对试样进行表面硬化处理,然后将其组装回圆盘周围,以再次与整个环保持一致。然后使组装好的单元相对于来自管的挤出甘蔗渣旋转和滑动。图 1A 显示了用于测试的原型方案。图 1B 对应于测试期间的机器,其中可以观察到样品在甘蔗渣上滑动。用于压缩甘蔗渣的负载(图 1A 中的 P)通过施加在由滑轮和齿条系统形成的机构上的重量来控制。该机构放大负载并将其沿轴向施加到螺钉上。所有实验均使用 600 N 的载荷。原型的更多细节、尺寸和工作条件在别处 [1] 中介绍。
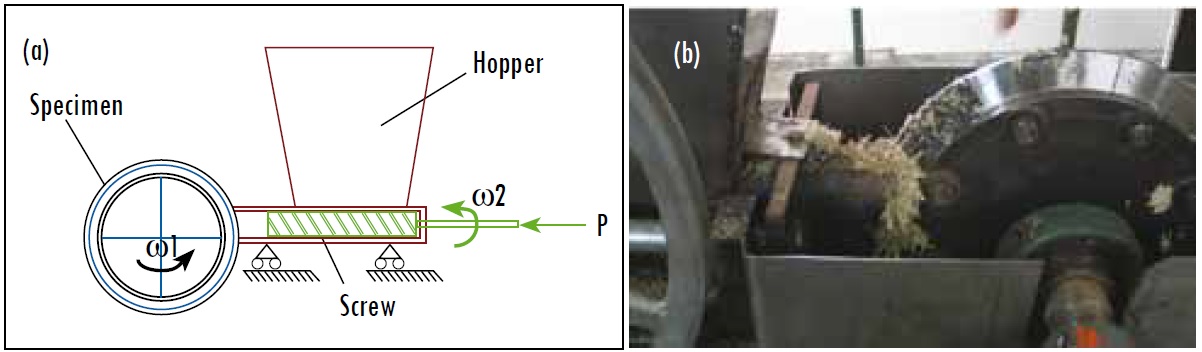
图 1. (a) 磨损机示意图。 (b) 机器在测试期间的照片
w1 是试样的角速度(20 rpm),w2 是螺杆的角速度(28 rpm),P 是甘蔗渣和试样之间的力(600 N)。 资料来源:卡萨诺瓦和阿吉拉尔 [1]。
控制每组标本的 MEM 含量。 用于 ASTM G-65 标准测试的磨料,即直径在 213 和 300 µm 之间的圆形二氧化硅颗粒,被用作 MEM。 之所以选择这种研磨材料,是因为它以前曾在类似的研究中使用过 [1]、[2]。此外,使用这种标准研磨材料可以与其他研究进行一些比较,并便于在未来的研究中重现实验条件。通过使用定义为 [13] 的比率 DFR(污垢与纤维的比率)来量化污染水平:
![]()
其中 Ws 是二氧化硅的重量,Wf 是纤维的重量。 评估了三个 DFR 值:0、0.15 和 0.5。为了适当地模拟破碎过程中的磨损,将水和果汁添加到甘蔗渣二氧化硅混合物中。水和果汁的量(以升为单位)由等式 [14] 确定:
![]()
其中甘蔗渣 (Wbagasse) 的重量必须以千克为单位。钢制试样最初使用药芯焊丝电弧焊 (FCAW) 工艺施加的一层 E309LT1 不锈钢进行缓冲。 在该不锈钢层上,使用两个电极施加白口铸铁堆焊:分别对应于亚共晶和过共晶合金的 WS-380 或 O-8660。对于灰铸铁制成的试样,白口铸铁的沉积物直接焊接在试样上(没有不锈钢缓冲)。表 1 显示了焊接参数,表 2 显示了电极的化学成分。
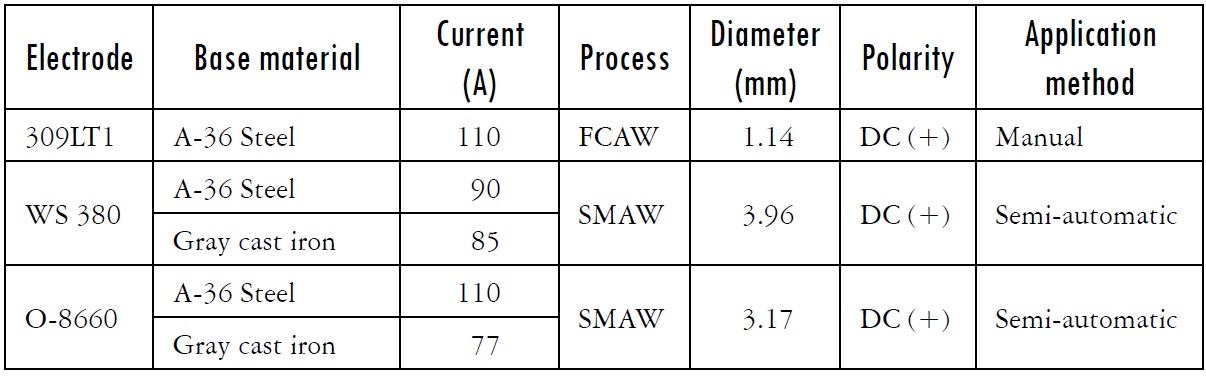
表 1. 焊接参数
资料来源:作者自己的介绍
![]()
表 2 电极的化学成分
资料来源:作者自己的介绍
每个测试用三个样品进行,在测试之前,这些样品用丙酮洗涤、干燥并称重。测试包括将这组样本在压缩甘蔗渣上滑动 45,000 米的总距离。测试后,用丙酮洗涤样品,干燥并再次称重。初始重量和最终重量之间的差异表示为试样磨损的量度。
通过使用扫描电子显微镜 (SEM) 对位于牙齿顶部和侧面的焊缝表面进行了表征。通过使用旋转样品架所需的扭矩来量化握力。 扭矩使用 Torquetrak 9000 系统 (Binsfeld Engineering Inc, Maple City, MI) 测量,该系统基于绑定在环形驱动轴和发动机之间的管状联轴器上的应变仪。这种联轴器的刚度低于安装样品架的实心轴。 以这种方式增加了扭矩测量的灵敏度。Torquetrak 的电压信号使用 USB-1280LS(Measuring Computing,Norton,MA)数据采集系统进行记录,分辨率为 12 位,采样率为 1 kHz。该系统的总分辨率为 5 N-m,这是通过在机器旋转时获取一组数据而样本和甘蔗渣之间没有接触的情况下估计的。
在磨损试验开始时,用与压缩甘蔗渣接触的试样测量扭矩。 磨损试验后(45,000m距离后),再次测定扭矩,将磨损试验前后的扭矩值之差计算为抓地力损失。
2.结果
2.1. 磨损和抓地力测量
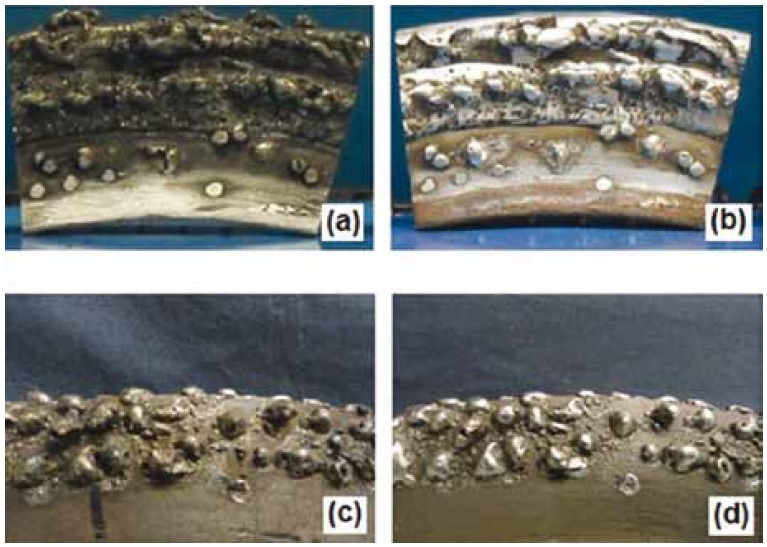
图 2 显示了在磨损过程之前和之后以 DFR = 0.5 磨损过共晶焊接的钢和灰口铸铁试样。可以观察到由于磨损而导致沉积物的抛光和几何形状的变化。 样品的顶部比侧面磨损更严重。图 3 显示了三种污染等级 (DFR) 和四种评估材料组合的磨损结果。对于钢试样,磨损随着甘蔗渣中的 MEM 增加而增加。然而,对于灰口铸铁试样,当 MEM 增加时观察到磨损的小幅增加。对于前两个污染等级(DFR 0 和 0.15),钢试样比灰铸铁试样具有更高的耐磨性; 但最大污染水平 (DFR = 0.5) 则相反。一般而言,亚共晶焊接硬面试样的磨损大于过共晶材料硬面试样的磨损。

图 2. 使用高 MEM 含量 (DFR=0.5),(a) 和 (b) 钢分别在初始和最终条件下使用过共晶白口铸铁进行表面硬化处理的钢和灰口铸铁试样,(c) (d) 灰口铸铁分别在磨损前后
资料来源:作者自己的介绍
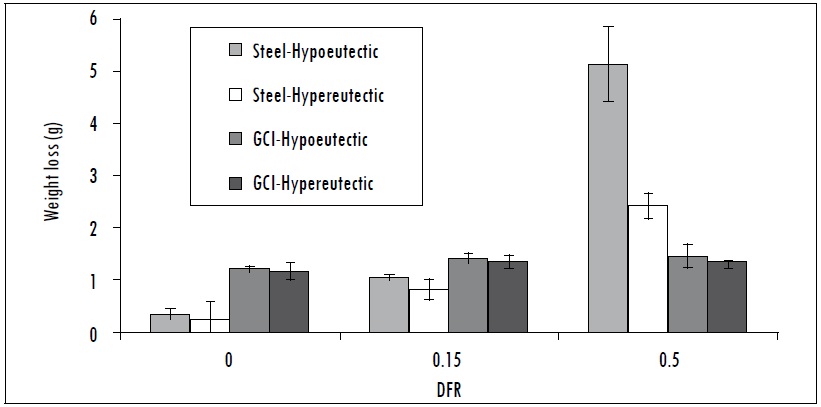
图 3. 三种污染级别的磨损测量为试样的重量损失
GCI:灰口铸铁。 资料来源:作者自己的介绍
图 4 显示了磨损试验前后,过共晶材料表面硬化试样的扭矩随时间的变化。扭矩信号中的周期性模式是由三个试样在 360° 的均匀分布中产生的。 支架和样品旋转的事实; 因此,每个样本以大致相等的时间步长通过甘蔗渣前面。取峰值的平均值来比较原始和磨损状态下的扭矩。发现磨损后扭矩降低。
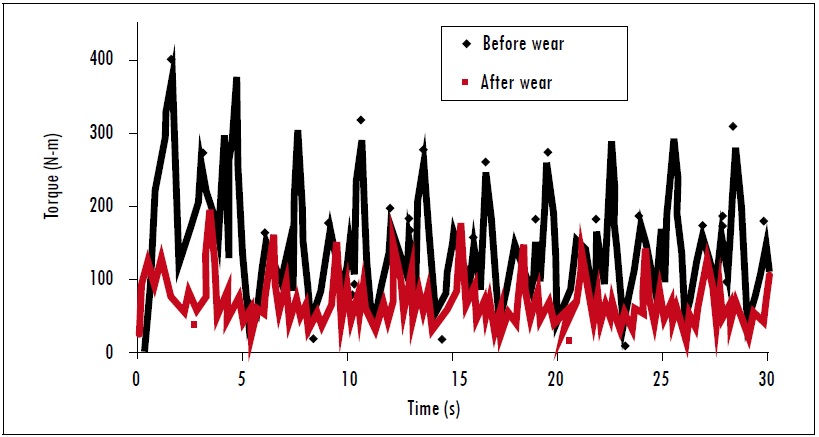
图 4. 磨损前后刀柄传动轴上测得的扭矩
注意:每个峰值对应于焊接样品和压缩甘蔗渣之间的接触时间。 用过共晶材料进行硬面处理并以 0 DFR 磨损的试样获得的曲线来源:作者自己的介绍
磨损产生的抓地力损失(扭矩损失)如图 5 所示。在评估条件下,没有观察到抓地力损失的明显趋势,除了用 0.5 DFR 评估的样品,其中抓地力损失相对于其他污染物明显更大 水平被发现。与扭矩的高度可变性相关的数据的高度分散可能是由于焊接沉积物的不规则几何形状。
图 5. 握力损失测量为扭矩降低
GCI:灰口铸铁。 资料来源:作者自己的介绍
2.2. 扫描电子显微镜
通过扫描电子显微镜分析位于样品顶部和侧面的焊接沉积物的磨损表面。图 6 显示了用 0 DFR 测试的试样顶部的磨损表面,其中可以观察到由于甘蔗渣的作用而产生的塑性变形或切割产生的凹槽。 图 7 和图 8 分别显示了用 DFR = 0.15 和 DFR = 0.5 测试的表面。在这两种污染水平下产生的凹槽中没有发现明显的差异,但两者都明显比 DFR = 0 产生的凹槽更深(图 6)。在亚共晶合金表面观察到塑性变形产生的切削和凹槽。除了切削和塑性变形外,在过共晶合金上也观察到碳化物脱落,类似于先前研究中报道的高铬含量沉积物 [10]。
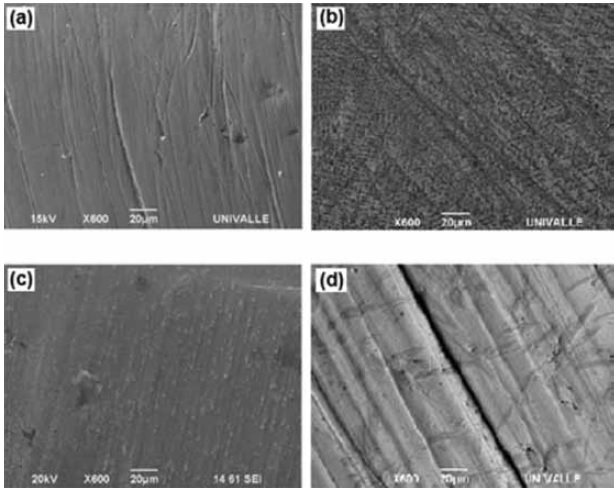
图 6. DFR = 0 时测试的表面:(a) 钢 + 亚共晶,(b) 灰口铸铁 + 亚共晶,(c) 钢 + 过共晶,(d) 灰口铸铁 + 过共晶
资料来源:作者自己的介绍
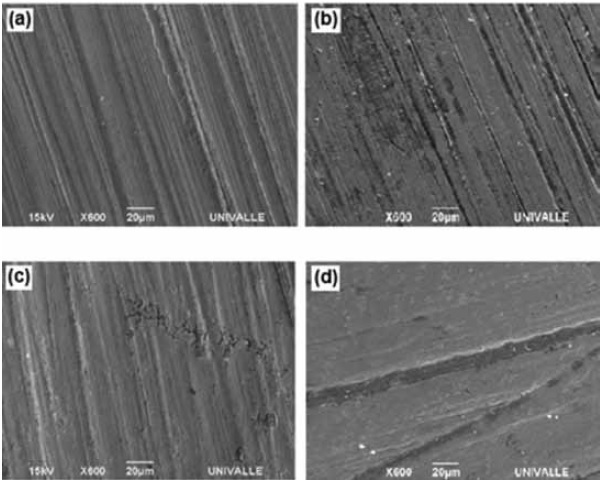
图 7. 用 DFR = 0.15 测试的表面:(a) 钢 + 亚共晶,(b) 灰口铸铁 + 亚共晶,(c) 钢 + 过共晶,(d) 灰口铸铁 + 过共晶
资料来源:作者自己的介绍
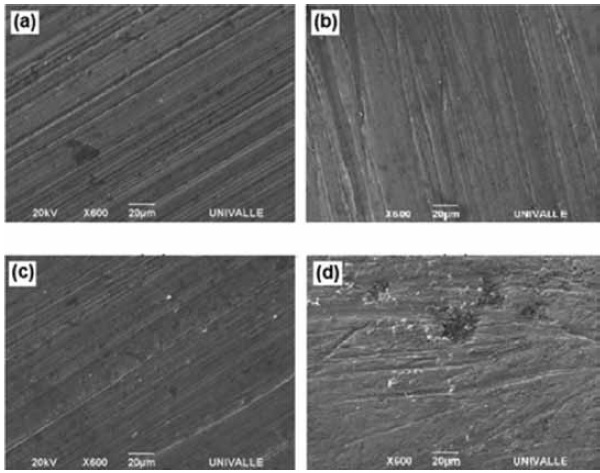
图 8. 用 DFR = 0.5 测试的表面:(a) 钢 + 亚共晶,(b) 灰口铸铁 + 亚共晶,(c) 钢 + 过共晶,(d) 灰口铸铁 + 过共晶
资料来源:作者自己的介绍
3.讨论
在这项研究中,我们评估了高铬白口铸铁焊缝在被矿物外来物质污染的甘蔗渣作用下的磨损和抓地力损失,条件类似于甘蔗厂中的情况。与先前的研究 [1]、[3]、[4] 一致,钢试样在 MEM 含量较高时表现出更大的磨损。然而,MEM 对灰口铸铁试样的影响不那么显着。这种行为可能是由于灰铸铁相对于不锈钢具有更高的耐磨性。在 MEM 含量高的情况下,更多的磨料颗粒可能与基材或缓冲液接触,在钢试样的情况下,这样,整体磨损可能会受到基材行为的强烈影响。一般而言,亚共晶沉积物的磨损大于过共晶沉积物,这可能是由于过共晶合金的硬度较高所致。然而,在之前的研究 [2] 中,没有检测到两种合金之间的显着差异。上述研究结果与本研究结果之间存在差异的原因可归因于测试表面的差异。虽然在本研究中,实验是在粗糙、不规则的焊缝表面上进行的,但在之前的研究 [2] 中,表面在测试前进行了研磨。通过研磨,焊接的顶层被分离,这通常是最硬的,并且在过共晶合金的情况下包含更多数量的初级碳化物。因此,焊后表面可能具有更大的耐磨性。
磨料颗粒的尺寸范围远高于本研究中使用的 MEM,它们存在于工业磨机中。关于磨料尺寸,据报道,均质材料的磨损随着磨料尺寸增加到临界值而增加。超过该临界值,磨损率保持不变[15]。最近报道了高铬白口铸铁 [16] 的类似发现,其中磨料尺寸的增加从未减少磨损。因此,虽然使用比本研究中使用的更大的磨料可能会增加磨损,但预计不会改变本研究结果的趋势,并且测试条件之间的比较预计仍然有效.重要的是要注意评估了几种微观结构,并且磨料的尺寸可能以不同的方式影响每个微观结构。这方面应在未来的研究中进行评估。就测试条件而言,没有观察到抓地力损失的明显趋势,除了由具有高 MEM 含量的钢制成的试样外,其抓地力损失明显更大。该结果与磨损结果一致,因为磨损更严重的试样也具有更大的抓地力损失。这种行为在制糖工业中是众所周知的,其中磨损的症状之一是磨机喂料不足或甘蔗难以进入磨机,这是由于磨损产生的轧辊表面光滑。据我们所知,这是第一项定量评估磨损和抓地力损失的研究。因此,没有以前的研究来比较我们的结果。
本研究的主要限制之一是试样的形貌和粗糙度的差异,这在手工焊接过程中难以控制。这些几何差异可能会影响磨损和扭矩结果。未来的研究需要通过对地形的更多控制来生成不同的几何形状,并收集补充数据。 这样做的最终目标是在地形特征和预期的磨损/抓地力响应之间建立一个全面的映射。
尽管本研究中分析的沉积物的微观结构与我们小组 [4] 先前研究中评估的不同,但没有发现显着不同的磨损机制。 尽管白口铸铁沉积物的硬度很高,但很少观察到碳化物脱落,主要磨损特征是切削和刨削产生的凹槽,这与其他硬度较低和延展性较高的显微组织中发现的相似,如 Victoria等人评估的不锈钢。 [4]
结论
使用重量损失评估的磨损表明,在钢制试样上应用的高铬白口铸铁焊缝沉积物的污染水平显着增加。然而,对于应用在灰铸铁制成的试样上的沉积物,磨损率随着污染程度的增加而降低。 关于基材,对于前两个污染等级的钢试样呈现出更大的耐磨性。但对于最大程度的污染,灰口铸铁呈现出更大的耐磨性。因此,钢只推荐用于加工相对清洁甘蔗的糖厂。
发现磨损产生的沉积物几何形状的变化与抓地力的降低直接相关。根据这个结果,沉积物应该具有这样的几何形状,即使它们被磨损,也应该保持相对粗糙的表面。
Díaz Millán、Y. Aguilar Castro 和 F. Casanova,“甘蔗卷上高铬焊接沉积物的磨损和抓地力损失评估”,Ing。 大学,卷。 19,没有。 2,第 267-281 页,2015 年。
参考
[1] F. Casanova and Y. Aguilar, “A study on the wear of sugar cane rolls”, Wear, vol. 265, pp. 236-243, 2008.
[2] V. E. Buchanan, P. H. Shipway and D. G. Mccartney, “Microstructure and abrasive wear behavior of shielded metal arc welding hardfacing used in the sugarcane industry”, Wear, vol. 263, pp. 99-110, 2007.
[3] Y. Aguilar, F. Casanova, R. Victoria, D. Aguirre y B. Uquillas, “Desgaste en acero de bajo carbono debido a la acción de bagazo limpio o contaminado con sílice y jugo de caña”, Ingeniería y Universidad, vol. 15, no. 2, pp. 373-384, 2011.
[4] R. Victoria, B. Uquillas, J. Y. Aguilar, Y. Aguilar and F. Casanova, “Abrasive wear effect of sugarcane juice on sugarcane rolls”, Wear, vol. 270, pp. 83-87, 2010.
[5] S. Kroes, “Enhanced roll life”, Proc. Aust. Soc. Sugar Cane Technol, vol. 21, pp. 307-312, 1999.
[6] L. Durán, Y. Aguilar, O. Hernández, R. Victoria y F. Casanova, “Efecto de la geometría de los depósitos de soldadura de recubrimiento en el desgaste de acero bajo al carbono en contacto con bagazo de caña de azúcar”, Ingeniería y Universidad, vol. 17, no. 1, pp. 117-141, 2013.
[7] V. Buchanan, “Solidification and microstructural characterisation of iron-chromium based hardfaced coating deposited by SMAW and electric arc spraying”, Surface & Coatings Technology, vol. 203, pp. 3638-3646, 2009.
[8] M. Filipovic, Z. Kamberovic, M. Korac and M. Gavrilovski, “Microstructure and mechanical properties of Fe-Cr-C-Nb white cast irons”, Materials and Design, vol. 47, pp. 41-48, 2013.
[9] P. Mendez, N. Barnes, K. Bell, S. Borle, S. Gajapathi, S. Guest, H. Izadi, A. Gol and G. Wood, “Welding processes for wear resistant overlays”, Journal of Manufacturing Processes, vol. 16, pp. 4-25, 2014.
[10] V. E. Buchanan, P. H. Shipway and D. G. Mccartney, “A comparison of the abrasive wear behavior of iron-chromium based hardfaced coatings deposited by SMAW and electric arc spraying”, Wear, vol. 264, pp. 542-549, 2008.
[11] N. Yuksel and S. Sahin, “Wear behavior-hardness-microstructure relation of Fe-Cr-C and Fe-Cr-C-B based hardfacing alloys”, Materials and Design, vol. 58, pp. 491-498, 2014.
[12] R. Zahiri, R. Sundaramoorthy, P. Lysz and C. Subramanian, “Hardfacing using ferro-alloy powder mixtures by submerged arc welding”. Surface & Coatings Technology, in press.
[13] C. M. Downing, S. A. Loughran and S. A. Domanti, “Crushing soil contaminated sugar cane”, Proc. Aust. Soc. Sugar Cane Technol, vol. 21, pp. 294-300, 1999.
[14] D. Aguirre y H. Castañeda, “Sinergia abrasión-corrosión dada en los molinos de caña producida por el bagazo y el jugo de la caña”, tesis de pregrado, Universidad del Valle, Cali, Colombia, 2009.
[15] A. Misra and I. Finnie, “Some observations on two-body abrasive wear”, Wear, vol. 68, pp. 41-56, 1981.
[16] J. J. Coronado and A. Sinatora, “Effect of abrasive size on wear of metallic materials and its relationship with microchips morphology and wear micromechanisms: Part 1”, Wear, vol. 271, pp. 1794-1803, 2011.