
使用扭矩遥测系统是测量现有轴上的扭矩的最常用方法之一。这个系统的主要优点是它们不需要对轴进行修改,并且可以很容易地连接到轴上的应变片。与任何设备安装一样,用户希望尽量减少设备的停机时间。这意味着用户希望寻找最快的应变片安装方法,但又不想牺牲测量精度。这就是使用可焊接应变片和可粘结应变片两种方法争论开始的地方。在本篇博客中,我们讨论了这两种方法的优缺点,并根据我们在该领域 40 多年的专业实践检验提出我们的建议。
可焊接和可粘贴应变片有什么区别?
两种类型的应变片都能以非常高的精度解析应变(和相应的测量),它们主要区别是连接到轴的物理方法不同。 可焊接应变片是把应变片预先安装在一小块可焊接垫片上,可以很容易地焊接到轴上。 可粘贴应变片无需垫片,使用胶水直接粘贴到轴的表面上,通常作为应用套件的一部分出售。


图 1. 安装粘贴应变片(左)与安装焊接应变片(右)
我应该在我的应用中选择可粘贴应变片还是可焊接应变片?
确定合适的应变片类型(以及将应变片安装到轴上的方法)取决于多种因素,包括应用环境、可用的设置时间和对成本的敏感程度。简单地将应变片焊接到轴上似乎比将应变片粘贴到轴上更有吸引力。话虽如此,可焊接的应变片的设置可能会导致精度降低,并且需要使用比粘贴应变片应用套件贵得多的焊机。我们将在下面进一步比较这两种方法。
安装可焊接应变片和可粘贴应变片
通常来说,安装应变片是在不修改轴的情况下测量轴扭矩最耗时的部分,对于安装应变片经验有限的人来说,这可能是最大的障碍。自然而然,问题就变成哪种类型的应变片更容易安装?不幸的是,答案并非那么简单。 为了进一步讨论这一点,我们将考量应变片安装的三个主要因素:轴表面准备、传感器配置和传感器安装。
轴表面准备
对于任何一种应变片安装,第一步都是准备轴表面。 使用的是可焊接应变片还是可粘贴应变片,会使这一点有所不同。
对于可焊接应变片,轴准备的最关键部分是确保垫片和轴之间的电气连接是牢固的。此外,因为焊接垫片在轴上,所以轴上的缺陷不会对精确的扭矩测量产生太大影响。 此外,很少的砂纸打磨就能获得足够光滑的轴表面,以进行随后的应变片焊接。结轮是轴打磨时间较少。
然而,可粘贴应变片要求轴表面非常光滑。这是因为任何缺陷,比如轴上有凹痕,应变片都不能精确地测量轴所承受的真实应力。粘贴应变片对这些缺陷更为敏感,因为它没有机械固定到垫片上。 为了正确准备轴,必须使用砂纸和表面中和剂,这会增加整体安装时间。此外,所用的化学品的保质期为 6 个月至 1 年,这就意味着要不断地重新购买。
传感器配置
用于轴上扭矩测量的标准应变片配置是惠斯通电桥(我们在博客中对此进行了详细介绍:什么是应变片及其工作原理?)。这种配置可以实现精确的扭矩测量,因为它可以最大化轴上扭矩应变平面上应变片的电气特性变化。虽然可粘贴应变片和可焊接应变片都可以配置为惠斯通电桥,但它们的实现方式略有不同。
为了用可焊接应变片达到标准的惠斯通电桥配置,必须使用多个应变片。一种可能的配置是一对 Tee-Rosettes(三通花结),彼此相对地安装和接线。另一种配置是单独的应变片互成90 °安装,以创建惠斯通电桥。 如果单个元件没有90 度分开放置 ,并且接线长度相等,那么就会牺牲测量精度。不准确的应变测量是因为元件没有被准确地“应变”而导致电阻读数不准确。
可粘贴应变片的配置要简单得多。惠斯通电桥配置被制造到传感器中,消除了因为线长和臂之间的方向不同而导致的不准确性。
传感器安装
准备好轴并完成传感器配置后,下一步就是将传感器物理安装到轴上。这两种不同类型应变片的根据区别。
理论上,可焊接应变片是一种非常简单的安装。它们需要使用特殊的焊机(比如 Micro-Measurements 的 700 型)。焊机用于将应变片“定位”焊接到轴上。由于应变片安装在垫片上,因此只要在垫片和轴材料(通常是钢)之间保持牢固的电气连接,保持安装环境没有碎屑/灰尘就不是那么重要了。
可粘贴应变片的安装涉及更多方面。为了将可粘贴应变片安装到轴上,必须使用包含各种化学品的应用套件(比如 Micro-Measurements 的 GAK-2-200 套件)。除了将轴打磨光滑之外,还必须按顺序使用中和剂、催化剂和粘合剂,以便将应变片正确“粘贴”到轴表面上。重要的是要使该区域远离元件,并减少灰尘/碎屑,以便将传感器正确安装到轴上。


图 2. 可焊接应变片需要的焊机(左),粘贴应变片需要的化学应用套件(右)。
精度
虽然这两种类型的应变片都有很高的解析精度,但通常来说,可粘贴应变片比可焊接应变片精度更高。 使用可焊接应变片更容易引入误差。第一个原因是,如上所述,多应变片惠斯通电桥配置可能不如单个可粘贴应变片准确。 臂的方向和导线长度可能会有一些偏差。此外,可焊接应变片安装在垫片上,这意味着它已和轴的表面分离,所以不会完全承受轴表面的应变。例如,请参阅下面 Binsfeld Engineering 完成的比较测试。 请注意可粘贴应变片和可焊接应变片之间的扭矩值如何存在小的偏差。这种偏差是由于可焊接应变片设置的变化和垫片造成的。
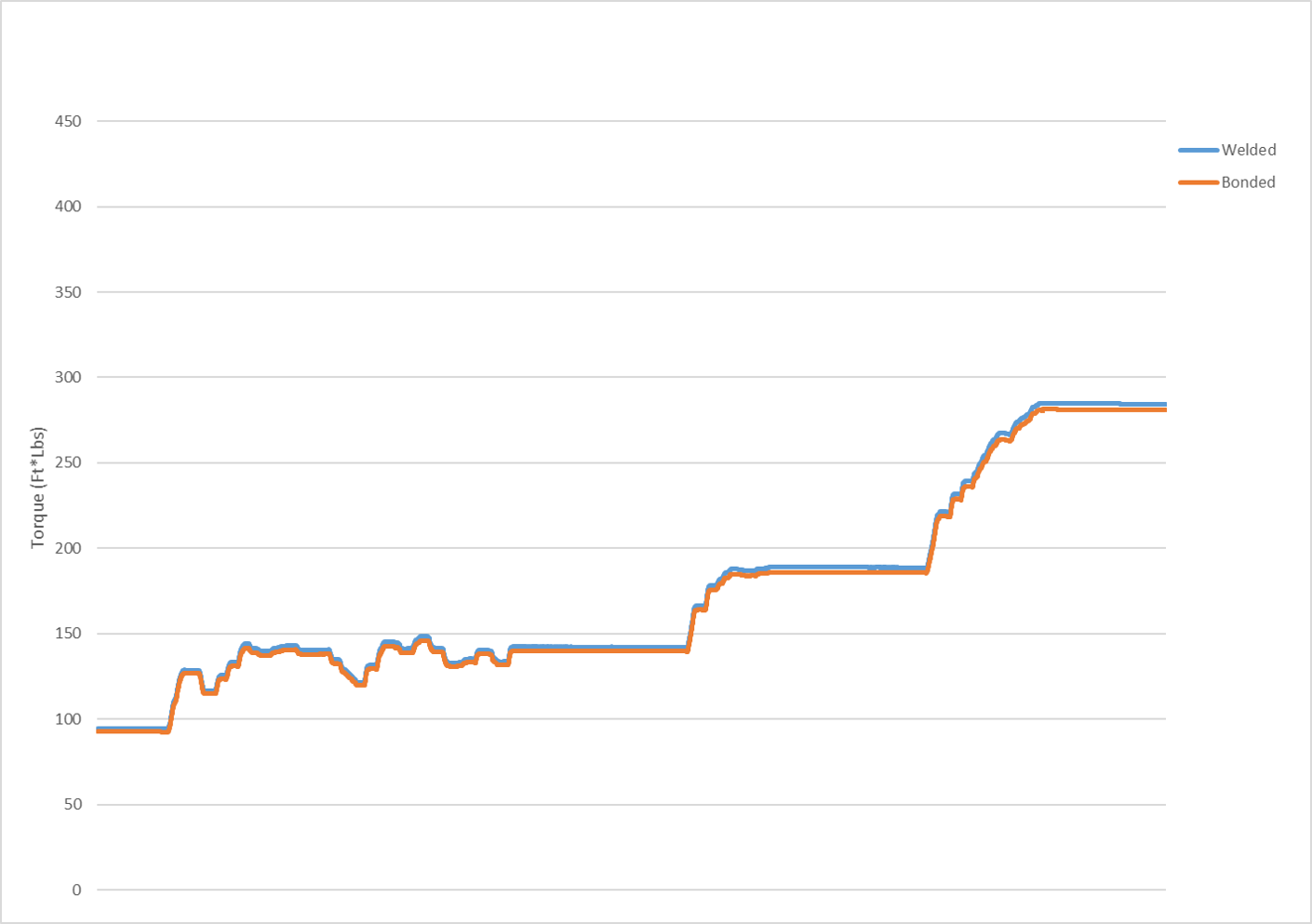
图 3. 可焊接应变片和可粘贴应变片之间的比较测试
结论
如您所见,当你决定在旋转轴上测量扭矩的适当方法时,需要考虑多种因素。 在大多数安装中,Binsfeld 通常建议客户使用可粘贴应变片。 这些标准应变片(例如 CEA-06-250US-350)采用 4 臂惠斯通电桥配置来制造,从而不需要昂贵的焊机,并且由于它们没有垫片而被直接粘贴到轴上,因此本质上更加精确 。 这些优点通常超过必须使用化学品和更复杂的表面处理而带来的缺点。 然而,每个应用都是独一无二的,我们希望有机会为您提供帮助! 今天就联系我们吧!
相关链接
Micro-Measurements 的标准可焊接应变片 http://www.vishaypg.com/docs/11519/standard-weldable.pdf
可焊接应变片的连接技术 http://www.vishaypg.com/docs/11131/11131B131.pdf
Micro-Measurements 的 700 型焊机 http://www.vishaypg.com/docs/11302/700.pdf
Micro-Measurements 的应用套件:http://www.vishaypg.com/docs/11039/appkits.pdf